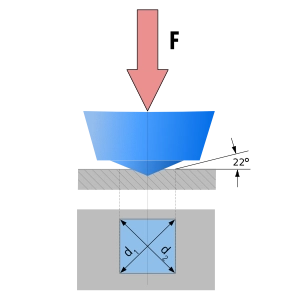
Tvrdost podle Vickerse (ČSN 42 0374) – do materiálu se vtlačuje pod zatížením silou F (působí kolmo na povrch vzorku) diamantový pravidelný čtyřboký jehlan s vrcholovým úhlem 136° mezi protilehlými stěnami po danou dobu. Následně se změří střední délka u obou úhlopříček vtisku. Zkušební zatěžující síla bývá od 10 do 1000 N. Doba zatížení se volí od 10 do 180 s. Použité zatížení píšeme do označení, např. HV 100 (HV 100 = 215).
Pro běžné zkušební zatížení 300 N a dobu od 10 do 15 s se používá označení HV.
Historie
Vickersovu zkoušku tvrdosti vyvinuli v roce 1921 britští inženýři Robert L. Smith a George E. Sandland v firmě Vickers Ltd jako pružnější alternativu k Brinellově zkoušce, která narážela na limit přibližně 450 HB – nad ním se ocelová kulička začínala sama deformovat. Diamantový indenter Vickerse umožňuje měřit prakticky všechny kovové materiály včetně slinutých karbidů a tvrdých keramik.
Úhel 136° mezi protilehlými stěnami pyramidy nebyl zvolen náhodně: na koncích tětivy o délce 3/8 průměru Brinellovy kuličky (tj. při optimální velikosti Brinellova vtisku) svírají tečny ke kalotě právě tento úhel. Vickersova a Brinellova čísla tvrdosti jsou proto ve svém společném rozsahu numericky téměř shodná, což usnadnilo přijetí nové metody v průmyslu.
Zkouška tvrdosti podle Vickerse
Tvrdost podle Vickerse
Tvrdost podle Vickerse se vyjadřuje bezrozměrně. Tvrdost podle Vickerse je určena poměrem vtlačovací síly F a povrchu vtisku.
HV = 0,189 · (F / d2)
- HV
- tvrdost podle Vickerse
- F
- síla vtlačování v newtonech (N)
- d
- střední délka úhlopříček vtisku v milimetrech (mm)
Pro praktickou potřebu používáme tabulek, kde podle délky úhlopříčky d a použité síly F je uvedena odpovídající tvrdost.
Metodu měření tvrdosti podle Vickerse lze použít pro všechny tvrdosti. Metoda je velmi přesná a je minimálně závislá na zatížení.
Orientační hodnoty tvrdosti podle Vickerse
Následující tabulka slouží jen pro rychlou představu, jak velké hodnoty HV mohou mít běžné kovové materiály. Nejde o normovou tabulku: skutečná tvrdost závisí na přesném složení, tepelném zpracování, tváření, stavu povrchu i zkušebním zatížení. Pro technické rozhodování je nutné vycházet z materiálového listu nebo z měření podle příslušné normy.
| Materiál / stav | Orientační tvrdost | Poznámka |
|---|---|---|
| olovo | ≈ 10–15 HV | velmi měkký kov |
| cín | ≈ 15–20 HV | měkký kov, hodnota závisí na čistotě a stavu |
| čistý hliník, žíhaný | ≈ 25–35 HV | výrazně měkčí než konstrukční hliníkové slitiny |
| měď, žíhaná | ≈ 35–50 HV | tvářením za studena se může výrazně zpevnit |
| mosaz, žíhaná | ≈ 80–130 HV | rozsah závisí na složení slitiny |
| hliníková slitina 6061‑T6 / podobné vytvrzené slitiny | ≈ 95–110 HV | orientační hodnota pro vytvrzený stav |
| nízkouhlíková konstrukční ocel | ≈ 120–160 HV | měkké konstrukční oceli a plechy |
| nerezová ocel 304, žíhaná | ≈ 180–220 HV | austenitická korozivzdorná ocel |
| šedá nebo tvárná litina | ≈ 180–240 HV | hodnota závisí na struktuře a podílu grafitu |
| titanová slitina Ti‑6Al‑4V | ≈ 300–350 HV | běžná pevná titanová slitina |
| kalená uhlíková nebo nerezová ocel | ≈ 550–700 HV | hodnota závisí na kalení a popouštění |
| kalená nástrojová ocel | ≈ 700–1000 HV | například nástrojové oceli po tepelném zpracování |
| slinutý karbid | ≈ 1200–1800 HV | velmi tvrdý materiál pro řezné nástroje |
Diatester
Pro kontrolování tvrdosti po celou pracovní dobu se používá ve velkých závodech zdokonalených Vickersových tvrdoměrů, tzv. diatestorů. Obraz čtvercového vtisku je promítán ve zvětšeném měřítku na matnici. To umožňuje pohodlné a rychlé čtení délky úhlopříčky d.
Zdroj: [16], Pavel Kryštůfek (zkráceno, upraveno)
Normy
- ČSN EN ISO 6507‑1 – Kovové materiály. Zkouška tvrdosti podle Vickerse – Část 1: Zkušební metoda.
- ČSN EN ISO 6507‑2 – Kovové materiály. Zkouška tvrdosti podle Vickerse – Část 2: Ověřování tvrdoměrů Vickers.
- ČSN EN ISO 6507‑3 – Kovové materiály. Zkoušení tvrdosti podle Vickerse – Část 3: Kalibrace tvrdoměrných destiček.
- ČSN EN 23878 – Tvrdokovy. Zkouška tvrdosti podle Vickerse (ISO 3878:1983).
- ISO 6507‑1 – Metallic materials. Vickers hardness test – Part 1: Test method.
- ISO 6507‑2 – Metallic materials. Vickers hardness test – Part 2: Verification of testing machines.
- ISO 6507‑3 – Metallic materials. Vickers hardness test – Part 3: Calibration of reference blocks.
- ISO 3878:1983 – Hardmetals – Vickers hardness test.
- ASTM E92 – Standard Test Method for Vickers Hardness of Metallic Materials.